广州PESU注塑制品材质定制安徽卡盖塑胶瓶口以质取胜
东莞市鼎昊塑胶科技有限公司是一家集研发、设计、生产、销售、服务为一体的大型实体企业。公司始终以“高品质、优服务、求创造” 作为企业宗旨,在激烈的市场竞争中, 经过不懈努力,凭借自身的技术和良好的服务,东莞市鼎昊塑胶科技有限公司已与多家中大型企业配套合作,深得各用户的高度认可及赞美,并与之形成共存、共荣、互惠互利的利益共同体。

名称:瓶口固定卡盖
型号:MPT-00331
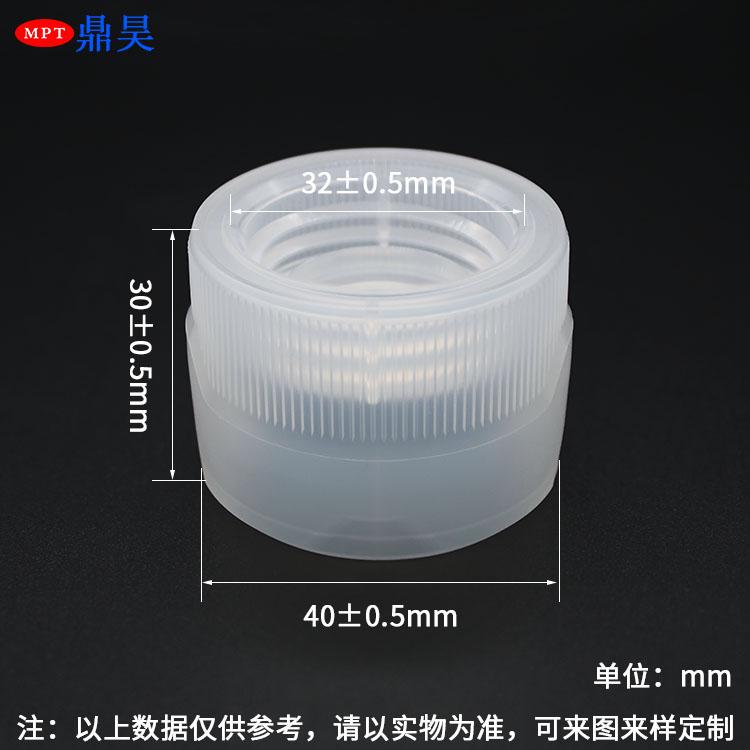
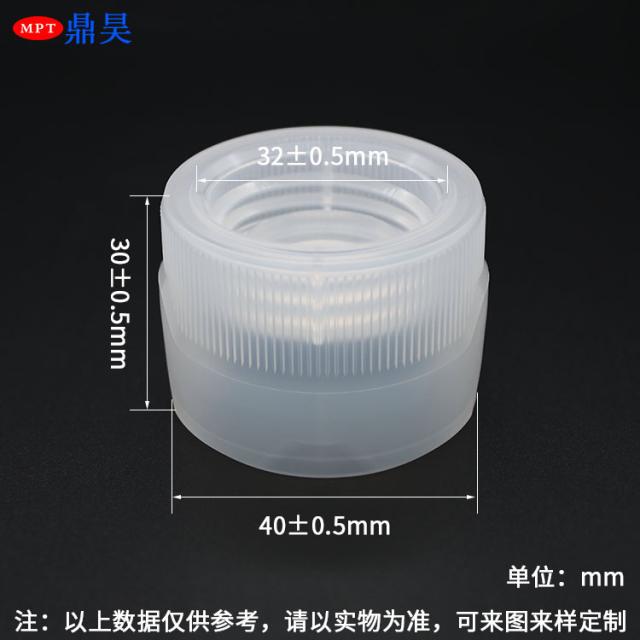
内径:32±0.5mm
外径:40±0.5mm
高度:30±0.5mm
厚度:2±0.5mm
材质:PP
颜色:白色
重量:9.5g
注:以上数据仅供参考,
请以实物为准,
可来图来样定制
塑胶模具厂电火花加工速度的影响因素
1.极性效应正阴极不同,材料损坏量不同的现象称为极性效应。
(1)正极加工:用短脉冲加工时,电子轰击作用大于离子,正极的损坏量大,工件受到正极。短脉冲比40微秒小,表面质量高,效率低,用于精加工。
(2)阴极加工:使用宽脉冲加工时,阴极制量大于正极,工件需连接阴极。长脉冲比300微秒大,表面质量低,效率高,用于粗加工。
2.脉冲参数脉冲量越大,传递到工件的热量越多,损坏量就越大。单位时间内正极(或阴极)的总侵蚀量为q=qtf=kwft。措施:增加平均放电电流,减少脉冲间隔,提高脉冲频率,合理选择工作参数。
3.脉宽增加脉宽制糖量增加,但脉宽太短,热量太集中,金属气化比例增加,气化热消耗各部分能量,制糖量减少。脉冲宽度太长,通过传导损失的热量太高,减少损坏量。
4.材料的热力学常数熔点、沸点、比热容、熔化热、气化热越高,前期食物越少,加工难度越大。热导率越高,热传导损失越快,从而降低自身损坏量。



 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商