东莞市鼎昊塑胶科技有限公司秉承“诚信经营”“客户至上”的宗旨,始终为您提供上乘的产品和健全的服务,如果您对我们的的产品和服务有兴趣,期待您的留言或者来电了解。
东莞市鼎昊塑胶科技有限公司质控严格把关:
设计开发从新品开发评审到模具设计制造和橡胶配方开发,再到客户确认,东莞市鼎昊塑胶科技有限公司讲求细节,倾力打造,全心全力。工艺制造更是严格把关,从进料到出货,层层操作无一不贯彻着严谨细致的质量管理体系和质量控制流程。此外,我们把握有度、主次明确的项目计划以及严格的流程把控和平台化管理的供方管理控制体系更为东莞市鼎昊塑胶科技有限公司的产品质量给予了坚实的后盾支持。


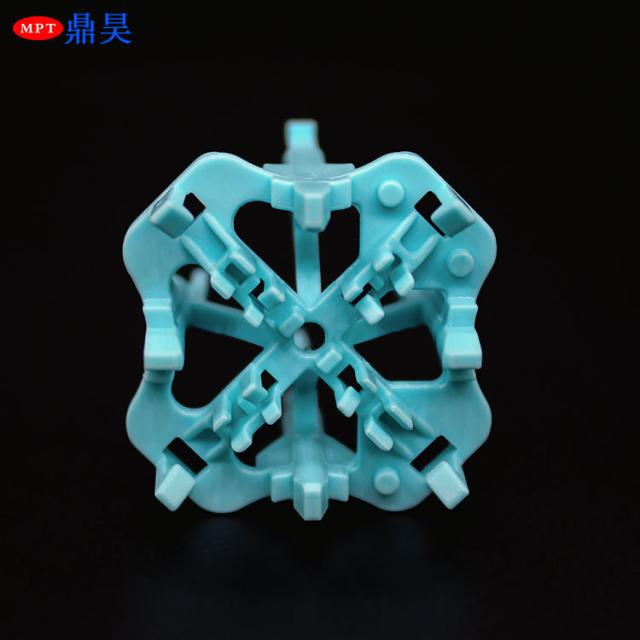
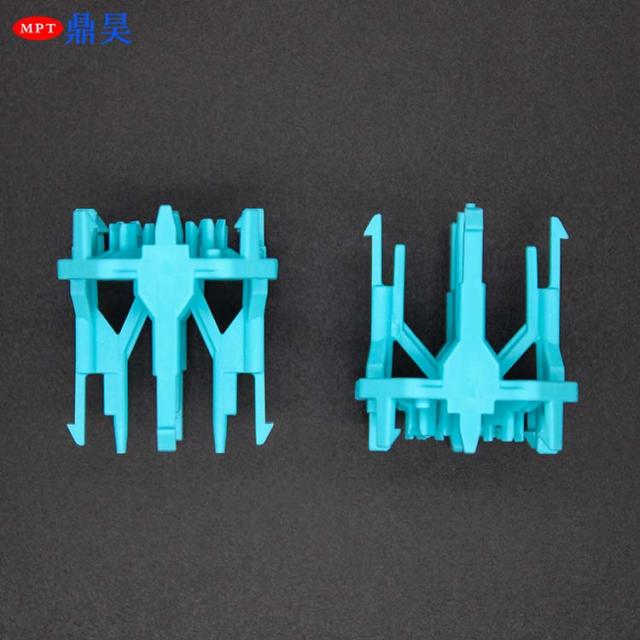
名称:加载片支撑架
型号:MPT-00329
长度:31±0.5mm
宽度:31±0.5mm
总高度:32±0.5mm
高度:8.7±0.5mm
材质:POM
颜色:蓝色
重量:3g
注:以上数据仅供参考,
请以实物为准,
可来图来样定制


塑胶模具厂电火花加工速度的影响因素
1.极性效应正阴极不同,材料损坏量不同的现象称为极性效应。
(1)正极加工:用短脉冲加工时,电子轰击作用大于离子,正极的损坏量大,工件受到正极。短脉冲比40微秒小,表面质量高,效率低,用于精加工。
(2)阴极加工:使用宽脉冲加工时,阴极制量大于正极,工件需连接阴极。长脉冲比300微秒大,表面质量低,效率高,用于粗加工。
2.脉冲参数脉冲量越大,传递到工件的热量越多,损坏量就越大。单位时间内正极(或阴极)的总侵蚀量为q=qtf=kwft。措施:增加平均放电电流,减少脉冲间隔,提高脉冲频率,合理选择工作参数。
3.脉宽增加脉宽制糖量增加,但脉宽太短,热量太集中,金属气化比例增加,气化热消耗各部分能量,制糖量减少。脉冲宽度太长,通过传导损失的热量太高,减少损坏量。
4.材料的热力学常数熔点、沸点、比热容、熔化热、气化热越高,前期食物越少,加工难度越大。热导率越高,热传导损失越快,从而降低自身损坏量。





 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商